专利权人:
行业领域:钢铁
技术等级:A+
专家评价:已评价
技术来源:工信部
联系电话:无
发布时间:2025-11-04
1. 适用范围
有色金属冶炼废弃物的源头减量与资源化利用。
2. 技术原理及工艺
技术原理: 针对多源危废种类多 、成分复杂 ,稀贵金属回收难 ,烟尘率高 、铅锌直收率低 ,砷高度分散 、富集开路难等技术难点。本技术采用氧化-还原-烟化连续熔炼与分级精炼 ,实现多金属梯度回收 。熔炼过程采用黄铁矿协同氧化熔炼降低能耗 ,研发了低 PbO 活度的五元渣系和含砷烟气高温电收尘智能化装备 ,铅 、锌直收率显著提高 ;利用污酸协同浸出高砷烟尘制备三氧化二砷 ,实现含砷危废全流程消减与资源化利用。
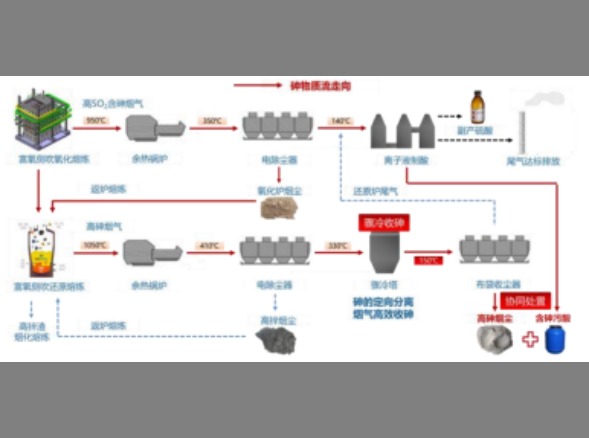
技术工艺: 多源重金属危废协同 资源化关键技术的技术路线如图 1 和 图 2 所示 。采用重金属危废与黄铁矿协同熔炼技术和富氧侧吹三联炉工艺 ,回收 Pb、Bi、Cu、 Sn 、Sb 、Zn 、Au 、Ag 、In 等有价元素 ,将砷定 向从还原炉烟气中开路,再利用污酸协同浸出制备高纯氧化砷。
3. 技术指标
协同熔炼系统:床能率 60~80 t 料/(㎡·d)、熔炼温度 1000~ 1200 ℃、单位综合能耗<300 kgce/t 料 、多金属 回 收 率 > 95% 、 粗 铅 直收 率 75% ~ 85% 、 锌 直 收 率75%~85% 、尾渣含 Pb<0 .2% 、Zn<0 .5% 、Cu<0 . 1%。
砷资源化系统: 砷浸出率>95% 、砷综合回收率> 94% 、氧化砷纯度≥98%。
4. 技术功能特性
( 1 ) 协 同熔炼系统将砷富集于高砷烟尘和含砷污酸 ,再利用含砷污酸协同浸出高砷烟尘得到三氧化二砷产 品 , 实现砷的无害化 、减量化和资源化 ,适用于含砷危废处置。
(2)技术消纳铜烟灰 、锌浸出渣 、铅泥 、砷渣等有色金属冶炼危废 ,解决重大的环境保护问题 , 同 时回收大量的铅 、铜 、锑 、锡 、铋 、金 、银 、铟等金属 ,实现资源回收利用。
5.应用案例
2021年至今,该技术及装备已在湖南腾驰环保科技有限公司、贵州重力科技环保股份有限公司 、梧州华锡环保科技有限公司 、广西锐异环境科技有限公司 、湖南白银股份有限公司等应用。