专利权人:
行业领域:钢铁
技术等级:A+
专家评价:已评价
技术来源:工信部
联系电话:无
发布时间:2025-11-04
1. 适用范围
难选铁矿选矿 、含铁尾矿源头减量。
2. 技术原理及工艺
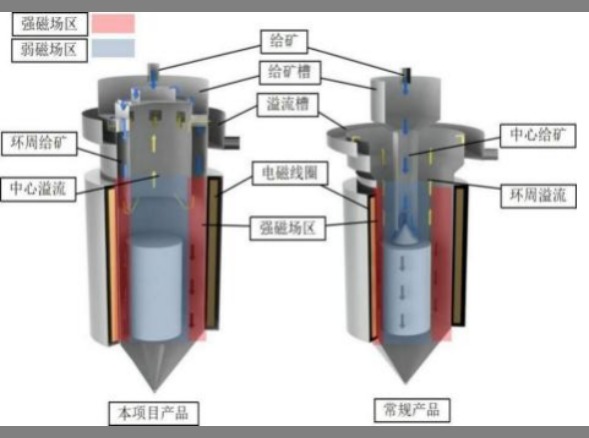
技术原理:设备利用磁性颗粒在磁场中的团聚作用,使磁性颗粒发生团聚 , 非磁性颗粒无法团聚 , 二者产生沉降差异 。控制设备内部上升水流速 ,使磁性颗粒的团聚体下沉 , 非磁性颗粒上浮冲出 , 实现二者的分离 。通过首创的“ 环周给矿 , 中心溢流 ”结构设计解决了传统的 “ 中心给矿 、环周溢流 ”结构产生的 “ 磁空洞 ”效应以及分选效率低的问题。
技术工艺: 利用设备分选效率高的特点 ,在铁矿分选工艺中可以采用 1 段筒式磁选机+1 段磁悬浮精选 ,替代传统的多段筒式磁选机精选工艺 ,提高精矿品位及回收率 ,降低固废尾矿的产率 。也可以在浮选脱硅工艺中,替代化学浮选机 ,达到脱硅效果的同 时 ,大幅降低选矿成本和环境污染。
3. 技术指标
( 1)开发了“环周给矿、中心溢流 ”的精选设备,解决了传统的“ 中心给矿 、环周溢流 ”结构分选筒直径增大产生的“磁空洞 ”效应,分选筒直径突破 2.6 m。
(2)采用敞 口 多板环周分料结构 、可拆卸式内部给水结构 、小截面积中心溢流筒结构 、磁场独立调节的励磁线圈 ,解决了精选设备大型化时给矿不均匀、
耗水量大 、溢流品位不稳定 、磁场分布不精确的问题,处理能力达到 100~ 130 t/h、精矿品位提高 2 ~ 15 个百分点 、溢流磁性铁品位大幅降低 、吨精矿耗水量降低 50%。
(3)开发了智能化运行控制系统 ,实现设备分选指标稳定 ;开发了基于物联网的远程通信模块 , 实现故障诊断 、 自适应运行和远程智能运维。
4. 技术功能特性
( 1)该技术设备可应用于结晶粒度细 、 品位低的超难选含铁岩矿的分选 ,利用其高分选精度 ,在提高精矿品位的同 时能够提高精矿回收率 , 可减少尾矿的排放量 。 除此以外 ,对于因早期选矿技术不足产生的历史尾矿 ,可以通过该产品再选 , 回收尾矿中的强磁性矿物 ,实现历史尾矿的减量。
(2)分选效率高 ,可以替代浮选脱硅工艺中 的浮选机 ,大幅降低选矿成本及浮选带来的环境污染。
(3)可以在铁矿精选工艺中 ,替代多段筒式磁选机分选的工艺 ,减少设备使用数量 , 简化工艺流程,降低分选成本 ,提高精矿回收率。
(4)该技术设备在原有同类产品的基础上革命性地更改了设备的分选结构 。分选结构由传统的“ 中心给矿、环周溢流 ”结构升级为“环周给矿 、中心溢流 ”结构 。 通过环周给矿 ,将矿浆给入到靠近分选筒壁处的强磁场区 ,解决了矿浆给入到分选筒中心的“ 磁空洞 ”区带来的影响。
(5) 实现 尾矿从分 选筒 中 心 的弱磁 场区 向上 溢流 ,解决了弱磁性连生体在强磁场区发生团聚沉降进入精矿 , 引起精矿品位降低的问题。
(6) 采用横截面积更小的中心溢流筒溢流尾矿 ,提高溢流筒内流速 ,可有效排出大颗粒脉石或连生体。
(7)采用截面积更小的中心溢流筒溢流尾矿 ,尾矿 自环周向 中心流动排出 ,利用尾矿中的水产生分选效果的同 时 ,小截面积需要的水量更少 ,进而实现节水效果。
(8)每个电磁线圈可以单独调节 ,实现调节分选筒内不同位置产生不同大小的磁场 ,更适用于不同 的矿石分选。
(9)独特的给水系统,本设备的给水系统为可拆卸式给水管组件 ,给水管路可以从分选筒内拆出维护 ,解决了设备内部给水系统故障 , 需要派人钻到设备内部维护的不安全和不方便的问题 。 同 时 ,给水阀门设置在溢流槽的操作平台处 ,方便给水阀门 的维护。
( 10) 给矿槽采用敞 口 多板环周分料结构 , 既可使给矿槽将矿浆均匀地分散到分选筒四周也方便观察给矿情况 。 同 时给矿槽内设置有纵向篦子 ,可以防止大块异物进入分选筒内堵塞精矿阀。
( 11) 采用 PLC 可编程控制器 ,使整机工作变成全 自动控制。
( 12)整机功率小,运行功率不足 6 kW、用水少,实现节能环保的特点。
( 13) 整机配备物联网模块 ,设备直接与隆基公司远程维保中心通信 ,在维保中心即可实时观察到设备的运行参数 。在客户同 意的情况下 , 也可提供远程调节服务。
5.应用案例
该技术及设备针对我国矿山领域长期存在的磁选效率低 、 能耗高等短板问题 , 已在鞍钢矿业 、FMG 、 中信泰富等国 内外龙头企业实现规模化应用 ,使精矿品位较传统工艺提高 15% ,较进 口设备节约成本 40% ,单位产能能耗下降 40% , 吨精矿耗水量降低 50% ,成功替代进口并出 口至澳大利亚等 70 多个国家,显著增强我国矿山装备产业链的全球竞争力。